
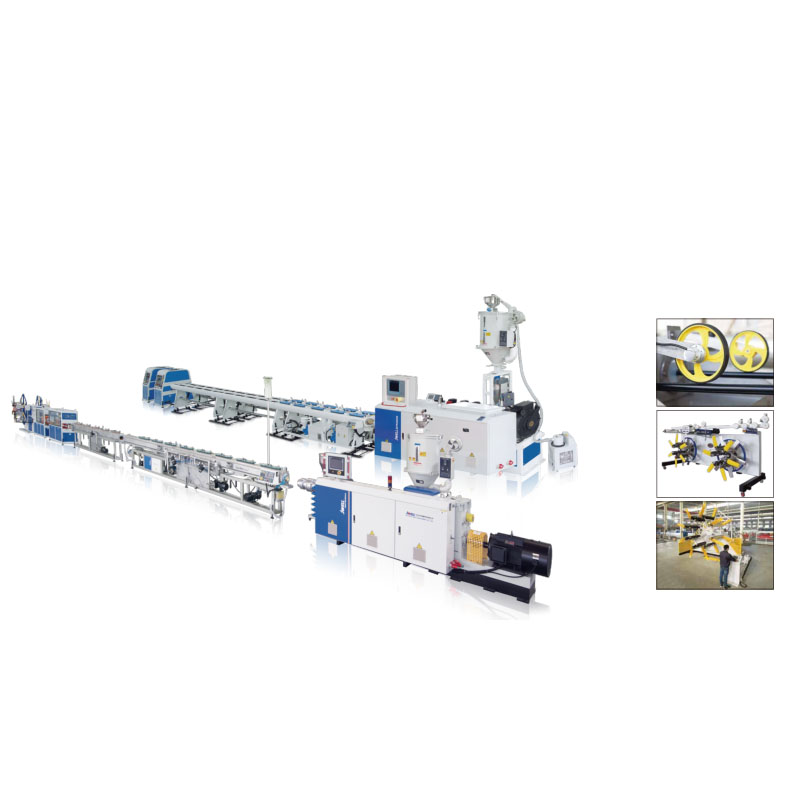
Extrusielijn voor kleine HDPE/PPR/PE-RT/PA-buizen
Belangrijkste technische parameters

Prestaties en voordelen
Servogestuurde, snelle dubbele bandafvoereenheid, die een snelle spaanloze snij- en oproleenheid ondersteunt, is geschikt voor snelle productieprocessen.
Een dubbele pijpextrusielijn kan de productie verdubbelen en neemt minder fabrieksruimte in beslag.
HDPE-buizen zijn flexibele kunststofbuizen gemaakt van thermoplastisch polyethyleen met hoge dichtheid, die veelvuldig worden gebruikt voor het transport van vloeistoffen en gassen bij lage temperaturen. De laatste tijd worden HDPE-buizen op grote schaal gebruikt voor het transport van drinkwater, gevaarlijk afval, diverse gassen, slib, bluswater, regenwater, enzovoort. De sterke moleculaire binding van HDPE-buismateriaal maakt het geschikt voor hogedrukleidingen. Polyethyleenbuizen hebben een lange en indrukwekkende geschiedenis in de gas-, olie-, mijnbouw-, water- en andere industrieën. Door het lage gewicht en de hoge corrosiebestendigheid groeit de HDPE-buizenindustrie enorm. In 1953 ontdekten Karl Ziegler en Erhard Holzkamp polyethyleen met hoge dichtheid (HDPE). HDPE-buizen kunnen naar behoren functioneren in een breed temperatuurbereik van -220 °F tot +1800 °F (-1000 °C tot +1000 °C). Het gebruik van HDPE-buizen wordt echter afgeraden wanneer de vloeistoftemperatuur hoger is dan 1220 °F (500 °C).
HDPE-buizen worden gemaakt door de polymerisatie van ethyleen, een bijproduct van aardolie. Diverse additieven (stabilisatoren, vulstoffen, weekmakers, weekmakers, smeermiddelen, kleurstoffen, vlamvertragers, blaasmiddelen, verknopingsmiddelen, UV-afbreekbare additieven, enz.) worden toegevoegd om de uiteindelijke HDPE-buis en componenten te produceren. HDPE-buizen worden gemaakt door de HDPE-hars te verhitten. Deze wordt vervolgens door een matrijs geëxtrudeerd, die de diameter van de buis bepaalt. De wanddikte van de buis wordt bepaald door een combinatie van de matrijsgrootte, de snelheid van de schroef en de snelheid van de afvoertrekker. Meestal wordt 3-5% roet aan HDPE toegevoegd om het UV-bestendig te maken, waardoor HDPE-buizen zwart van kleur worden. Andere kleurvarianten zijn beschikbaar, maar worden over het algemeen niet vaak gebruikt. Gekleurde of gestreepte HDPE-buizen bestaan meestal voor 90-95% uit zwart materiaal, waarbij een gekleurde streep is aangebracht op 5% van het buitenoppervlak.





